Leader of the Rigging Team at the Wanchese, NC Gunboat Factory. With a Team of 5 rigging team members, we worked on all stages of the rigging installations on the new Gunboat 55, all Carbon Fiber, Infused Catamaran. Nine hulls were on the floor during this time and were at all different stages of completion, from fresh out of the molds, to commissioning and launching.
Structural Preparation for Rigging. As the hull molding process was completed on each hull, the rigging team would get to work laminating structural elements for all the rigging platforms, including: preparing winch plinth backings for hardware and laminating winch plinth into place in the cabin; installing davits backers, alinging and laminating davits into place; tech space battery, mounting surfaces, windlass chase and wire chase opening through the main bulkhead; chainplate structures; steering structures; as fabrication of many small rigging parts out of carbon fiber such as thru-deck sheaves, steering sheaves, rigging chase tubes, and redirectional roller tubes. Every padeye, chainplate, winch structural backing support and thru deck fitting.
Parts and Parts Accessory Specification. Team leader developed a comprehensive inventory Bill of Materials for all rigging related parts and fasteners. Managing parts ordering using LEAN Manufacturing recommendations, it was necessary to reduce the amount of advanced ordering and storage of parts and convert this into a more manageable FIFO parts inventory system so parts were available for installations but not ordered too far in advance. Spreadsheet inventory counted and specified every fastener, washer and nut for all rigging on 9 boats at a time. Specification and ordering of all running and standing rigging.
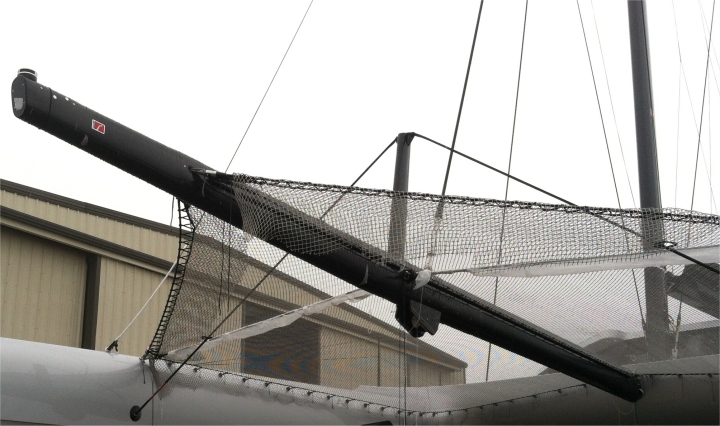
Trampoline Preparation and Installations – Gunboats have an expansive dyneema mesh trampoline that was lashed to individual eyelets on the hull and carbon longeron. The rigging team handled aligning the eyelets, installing compression tubes for each eyelet fastener and ensuring that the lightweight carbon hull shell was not compromised in any way by the highly loaded trampoline installation. Integral to the foredeck rigging was the longeron installation. Rigging, fabricated the carbon plate longeron mounting pin assembly and installed/tabbed it into the bridgedeck. Highly loaded padeyes and chainplates for the longeron side stays, whisker stays, and martingale stays were installed, then the Hall Spars, autoclaved carbon longerons were installed and held in place with a temporary dolphin striker assembly while the trampoline sections were stretched, measured and trimmed for installation. 3 mm dyneema lashings were loaded to 400 lbs on each lashing point to a bolt rope stitched into the edge of the dynemme net. Each trampoline required 3 re-stringing efforts as the net and dyneema would initially creep.
Rig Preparation and Stepping – Rigging team installed all sensors and mast hardware on the Hall Spar Carbon Rigs. Setting diamond stay tension to about 3″ of prebend in the mast before stepping with crane service assistance. All new halyards were spliced and prepared, then installed into the rig. All new wiring for electronics and radar were installed. Mast butts were cut to fit the mast step. Mast step hardware and compression tubes under the mast step were installed by the rigging team. Booms were rigged to have a single 15mm dyneema mainsheet attached to a 9 foot hydraulic piston inside the boom. Sail packs and lazy jacks were all installed by the rigging team. All sails and roller furling installations were done by the rigging team.
Winch Plinth Rigging – The control console inside the Gunboat 55 was designed with all lines and sheets run to 2 hydraulic harken 65 3 speed winches, and occasisionally to lewmar winches. Installation of the very complex winch hydraulic system and 16 high load halyards, sheets, tack lines, and furling lines had to run through the decks and bulkheads to the winch plinth. Designers had not yet figured out a mast base routing system for all the lines. Initial attempts by the design team were shattered by high loads on initial prototype sea trials. Team leader designed and mocked up the first working solution for a custom mast step turning block system that all 16 lines could run fairly to their hardware controls. Final specs for this $6000 custom stainless steel 16 sheave box was done by the design engineers, while all angles and routing planes were designed by the Rigging Team Leader.
Sailing and Sea Trials – Rigging Team Leader was responsible for being on the sea trial team for the first 4 boats produced before the company went into ch7 bankruptcy. With North Sails, Hall Spars, and Design Team members, we sea trialed and tested all aspects of the boats. Rigging Team members were also on board for customer sea trials on the early boats in case anything was amiss needing rapid repair. On Asymmetrical runs, Capt Jay was able to helm the boat to 24 knots with one hull out of the water. Steering design was a constant problem and was a constant part of the rigging team leaders responsibility to troubleshoot and offer recommendation and do trial and error mitigation.